The Flooring Expert

20MMSCFD modular design NGL recovery skid
Product advantages
is a leader in helping gas processors maximize the value of natural gas assets.It does this through the design and fabrication of modular processing plants that remove contaminants from gas and recover valuable natural gas liquids.One of ‘s key advantages is its modular design and fabrication approach allowing for quick construction and superior quality control. Because of their modular design and construction, the entire plant can be easily shipped by truck on the ground or by sea.
The plant’s modules are easily transported to prepared work sites, even in remote locations where gas is often discovered.Plant equipment arrives ready to install, using simple construction equipment.
Modules fit together easily and efficiently significantly reducing project time and expense.
This allows the gas customer to more quickly begin processing gas and earning revenue.The entire gas processing plant is a simple as much as six months faster than competitive offerings which means the customer can produce revenue more quickly.
’s plants are designed to meet even the most challenging applications for gas treating, dehydration and natural gas liquids recovery and ’s extensive field experience and familiarity with the latest technologies delivers plants that are dependable, durable, safe and easy to maintain.
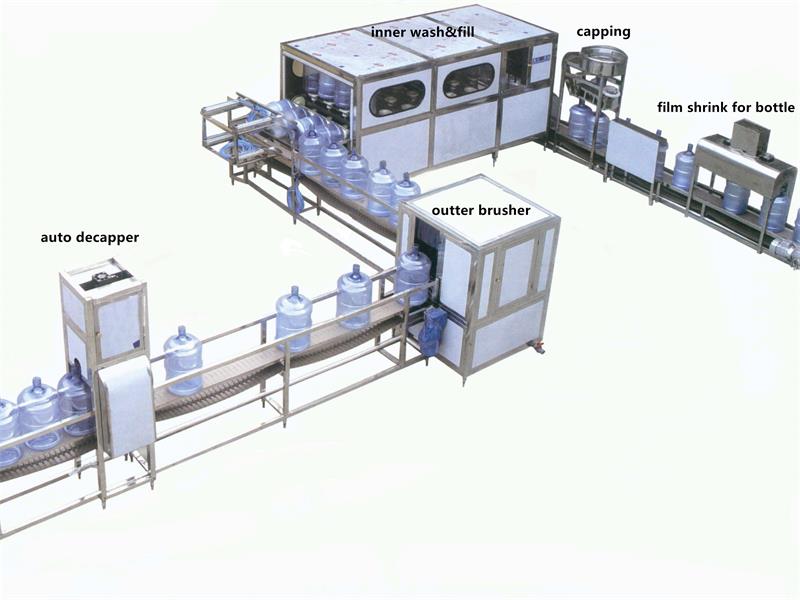
Technological process porposal
Let’s examine the modular plant offering by component.To maximize NGL recovery, plant Inlet gas may first require acid gas contaminant removal to reach low acid gas levels and it means that system is utilized to meet all process requirements.The inlet gas is introduced to the bottom of the amine absorber and travels up countercurrently contacting the amine solvent which is introduced at the top of the absorber.At the top of the absorber, the contaminants are sufficiently removed to undergo further processing.
The clean gas now saturated with water travels to the molecular sieve system for dehydration.As the gas flows through the molecular sieve bed, water is preferentially absorbed yielding clean dry gas ,ready to be exposed to the cryogenic temperatures required for deep NGL recovery.The gas moves to the refrigeration chiller where the refrigerant cools the warm gas passing through the coils in the chiller.Chilled gas exits the refrigeration chiller and enters the turbo expander.Expansion of the gas and the turbo expander cools the gas to cryogenic temperatures and condenses the NGLs.This supercooled stream is then sent to the demethanizer for component separation.The demethanizer column separates the recovered NGLs from the remaining methane gas stream.
The cryogenically cooled gas from the turbo expander is introduced at the top of the demethanizer.It travels down through the column countercurrently mixing with warm vapor from the bottom of the column.Residue gas now depleted off NGLs exits the top of the demethanizer and is sent to the turbo expander where energy is recovered and residue gas is pressurised for transport to market.Liquid NGL at the bottom of the column have been stripped of light hydrocarbon vapors through reboiling and exit the bottom of the demethanizer to be sent to market or for further fractionation if required.
The deenthanizer column separates high purity ethane from the NGL stream. Liquid NGL’s from the bottom of the demethanizer enters the denthanizer flowing down through the column countercurrently, contacting warmer ethane vapor rising up from the bottom.The ethane gas exits the top of the denthanizer for downstream processing.Liquid NGL depleted of ethane exits the bottom of the column to be sent to market.
With proven field experience and deep technology expertise , is well positioned to help gas processors in the US and around the world to quickly and efficiently monetize their natural gas asset。
Product parameters
|
Model no. |
NGLC 65-35/25 |
NGLC 625-35/15 |
NGLC 625-35/30 |
NGLC 625-35/60 |
NGLC 625-35/80 |
NGLC 625-35/140 |
|
Standard gas volume X104 Nm3/d |
1.5 |
1.5 |
3.0 |
6.0 |
8.0 |
14.0 |
|
Device elasticity X104Nm3/d |
0.7-2.25 |
0.7-2.25 |
1.5-3.6 |
4.5-6.5 |
4.0-9.0 |
8.0-15.0 |
|
Process method |
Alcohol injection and hydrocarbon collection |
Dehydration and hydrocarbon collection |
||||
|
Product Type (mixed hydrocarbon dry gas) |
Dry gas (into pipe network) |
Dry gas (CNG / inlet pipe network) |
||||
|
Dry gas content |
Meet the requirements of pipeline transportation |
<1 ppm |
||||
|
C3 yield |
>80% (Improve efficiency according to user requirements) |
|||||
|
Applicable ambient temperature |
-40-50 ℃ |
|||||
|
Inlet pressure |
0.1-10.0 MPa |
|||||
|
Dry gas outlet pressure |
4.0-23.0 MPa |
|||||
|
Design pressure of hydrocarbon mixing tank |
2.5 MPa |
|||||
|
Explosion-proof grade |
ExdIIBT4 |
|||||
|
The control mode |
PLC + upper computer |
|||||
|
Skid sizes |
LXWXH: 8000-17000X3500X3000 mm |
|||||




WHY CHOOSE US
Since its establishment, our factory has been developing first world class products with adhering the principle
of quality first. Our products have gained excellent reputation in the industry and valuabletrusty among new and old customers..