The Flooring Expert
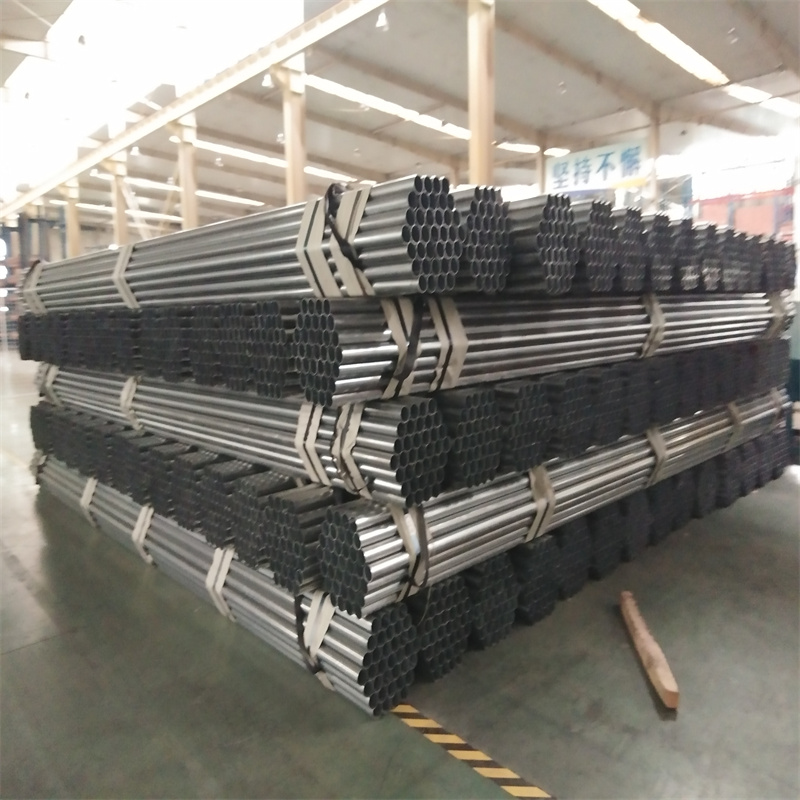


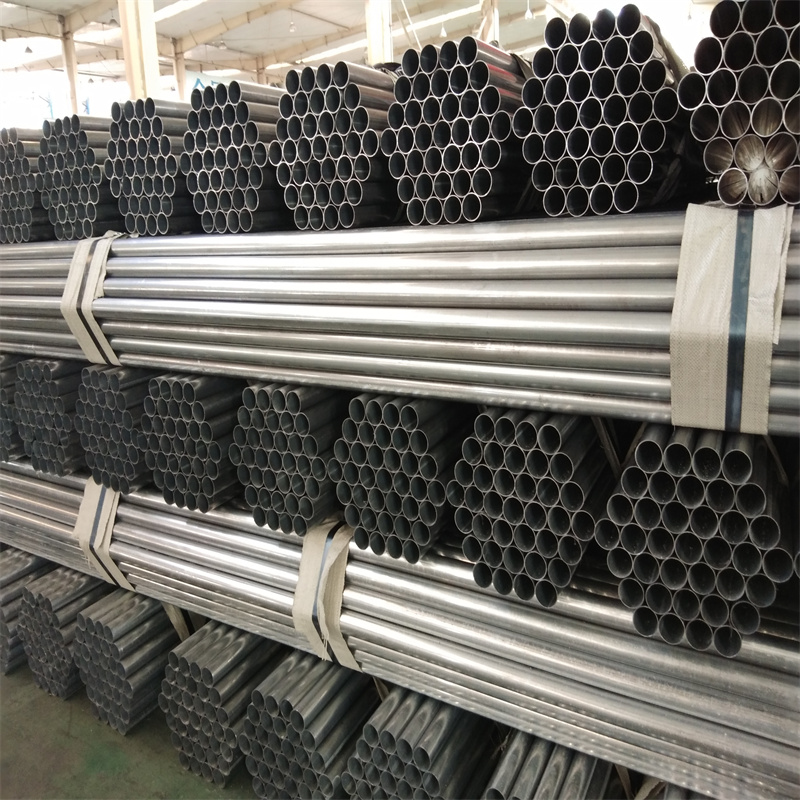
275g 6M 12M Length Pre-galvanized Galvanized Carbon Steel Iron Round Pipe Tube
Material:Carbon steel
Standard:GB/T3091-2001, BS 1387-1985, DIN EN10025 , EN10219, JIS G3444:2004,
ASTM A53 SCH40/80/STD , BS- EN10255-2004
Grade:Q195/Q215/Q235/Q345/S235JR/GR.B-D/STK500
Diameter:60mm or customized
Thickness:1.5mm,1.2mm Or Customized
Length:6M;12M Or Customized
Tolerance:±1%
Surface Treatment:Polishing,annealing,pickling,bright
| Description | Material | Zinc Coating | Specification | |||
| Galvanized Feed line Pipe Tube | Galvanized Plate | 275g/m2 Or Customized | 1.5(T)*60(D)*6000(L)mm | |||
| 1.2(T)*60(D)*6000(L)mm | ||||||
| 1.5(T)*60(D)*12000(L)mm | ||||||
| 1.2(T)*60(D)*12000(L)mm | ||||||
Application
Feed Transportation Line System Or Other Construction Field.
Product Characters
Advantage:Price is cheap and process is relatively simple.
High precision,simple equipment, small floor area, continuous operation, flexible production.
Defect: Maximum bearing pressure in 20 kg, which is the safest range .
Generally used for water,gas,compressed air and other low-pressure fluids. Because of the poor mechanical properties of the weld,the pipe application is limited.
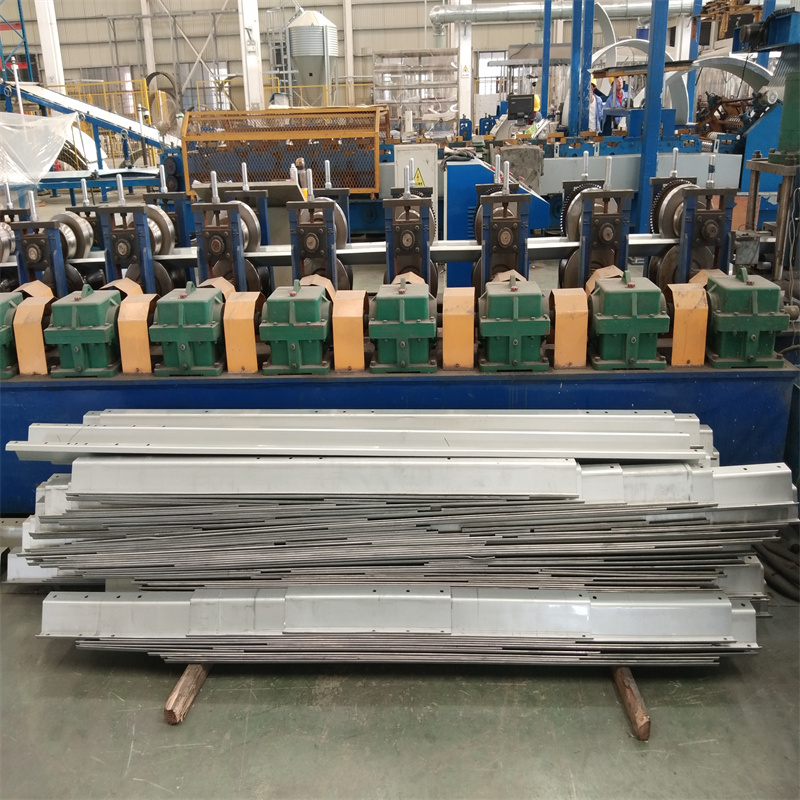
Processing
Bend the steel plate or strip into the required cross-section shape and size by various forming methods, then weld seam to get the steel pipe. It can be divided into spiral submerged arc welded pipe, straight seam double-sided submerged arc welded pipe and resistance welded pipe.
-spiral steel pipe is as follows:
The raw materials of spiral steel pipe are strip coil, welding wire and flux. Before forming, the strip is leveled, trimmed, planed, cleaned and transported on the surface, and bent. The weld gap control device is used to ensure that the weld gap meets the welding requirements. The pipe diameter, misalignment and weld gap are strictly controlled. After cutting into a single steel pipe, the first three of each batch of steel pipes are subject to strict first inspection system, In order to check the mechanical properties, chemical composition, fusion state and surface quality of the weld, as well as through non-destructive testing to ensure that the pipe manufacturing process is qualified, it can be formally put into production.
-LSAW pipe:
Generally speaking, LSAW pipe is made of steel plate through different forming processes, such as double-sided submerged arc welding and expanding after welding. The forming methods of LSAW pipe include uo (UOE), Rb (RBE), JCO (JCOE), etc.
Forming process of UOE LSAW pipe:
The forming process of UOE longitudinal submerged arc welded pipe mainly includes three forming processes: steel plate pre bending, u forming and O forming. Each process uses a special forming press to complete the three processes of steel plate edge pre bending, u forming and O forming in order to deform the steel plate into a circular tube. The forming process of JCOE longitudinal submerged arc welded pipe: in jc0 After repeated stamping on the forming machine, the first half of the steel plate is pressed into a J shape, and then the other half of the steel plate is pressed into a J shape to form a C shape.
Comparison of JCO and uo molding methods:
JCO forming is progressive pressure forming, which changes the forming process of steel pipe from two steps of UO forming to multi steps. In the forming process, the steel plate has uniform deformation, small residual stress and no scratch on the surface. The processed steel pipe has great flexibility in the size range of diameter and wall thickness. It can produce large quantities of products and small quantities of products, as well as large caliber and high-quality products It can also produce small diameter and large wall steel pipes, especially in the production of high-quality thick wall pipes, especially in the production of medium and small diameter thick wall pipes. It has incomparable advantages over other processes, and can meet more requirements of users for steel pipe specifications. Uo molding adopts u and O two-step pressure forming, which is characterized by large capacity and high output. Generally, the annual output can reach 30-30% 1 million tons, suitable for single specification mass production.
-Straight seam high frequency welded pipe:
The straight seam high frequency welded pipe (ERW) is formed by heating the edge of the tube billet with the skin effect and proximity effect of high frequency current after the hot rolled coil is shaped by the forming machine, and then pressure welding is carried out under the action of the extrusion roller.
Product Image
Feed line Pipe application
Advantage
|
Product Name
|
Galvanized Pipe
|
|
Shape
|
round
|
|
Length
|
As required
|
|
Color
|
silver
|
|
Technique
|
Hot rolled / cold rolled
|
|
Standard
|
AISI,ASTM,DIN,JIS,GB,JIS,SUS,EN,etc.
|
|
Surface Treatment
|
Polishing,annealing,pickling,bright
|
|
Material
|
Q235B
|
|
Application
|
Decoration, Construction, Upholstery, Water supplying, handrail, railing, staircase, door, window, balcony, fence, bench,
furniture etc, |
|
Shipment time
|
Within 15-20 workdays after receiving deposit or L/C
|
|
Export packing
|
Waterproof paper, and steel strip packed.
Standard Export Seaworthy Package.Suit for all kinds of transport,or as required |
Packing and transportation
Loading Port:Qingdao, China
Leading Time:Normally within 20 days after get deposit.
Payment Term:
-40% T/T downpayment, balance against copy of B/L.
-By irrevocable L/C at sight.
Product Video
Your browser does not support video tags.


WHY CHOOSE US
Since its establishment, our factory has been developing first world class products with adhering the principle
of quality first. Our products have gained excellent reputation in the industry and valuabletrusty among new and old customers..