The Flooring Expert





Pellet Mill “ Three years quality guarantee of Gear ”
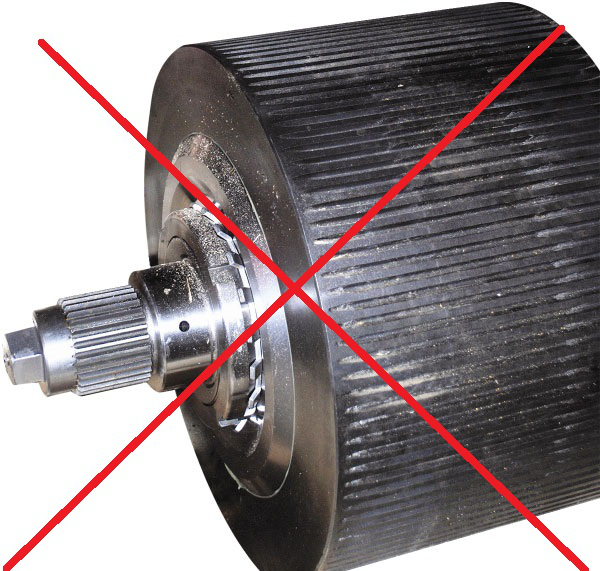
1. Every brands in the market has bearing inside roller include German and USA brands. You need to lubricate the bearing every two hours and change the bearing every half a month.
2. For horizontal type ring die pellet press, the main shaft is easily broken and hard to repair
3. For vertical type flat die pellet press, the capacity of pellet press is very low and power consumption.
1. The main shaft is drived by cylindric helical gear.
2. The main bearing is heavy duty branded bearing of high precision quality level.
3. No bearing inside roller, no need of grease lubrication every two hours.
4. Space between roller and die is adjusted and controlled remotely.
5. The carburization for the gear in the heat treatment is up to 2mm, the hardness and wearing resistance is top quality.
6. Germany CNC machine for every components in Pellet Press, the error allowance is very low.
7. The space for Compressed chamber is large, and additional vane to avoid the clog in the chamber.
8. The four lines(instead of five lines) die will avoid the overdue pressure from roller, extend the service time for the roller and die gradually.
9. All the rotated components are lubricated inside the pellet press by the oil pumping externally, and the temperature of oil is lower than 50 ℃ all the time, the span life for the pellet press is extended a lot.
10. The material of roller and die can be selected, for example 40Cr, etc.
11. Compression ratio can be selected based on the different raw material and different moisture For example, the hardwood/soft wood/and moisture is 20%-25%.
12. The power consumption is very low, normally the 1g is 55w, germany machine is 60w-70w. Power saving is 20% more.
13. The inner size of die is bigger than normal machine from china/german/usa, the capacity is higher by 30%.
2. Pellet Cutter (We invent new design of bearing to extend service time for the cutter )
3. Helical Gear (the design service time will be 15- 20 years )
1. The Cover will be ss to extend service time for pelleting chamber of the high
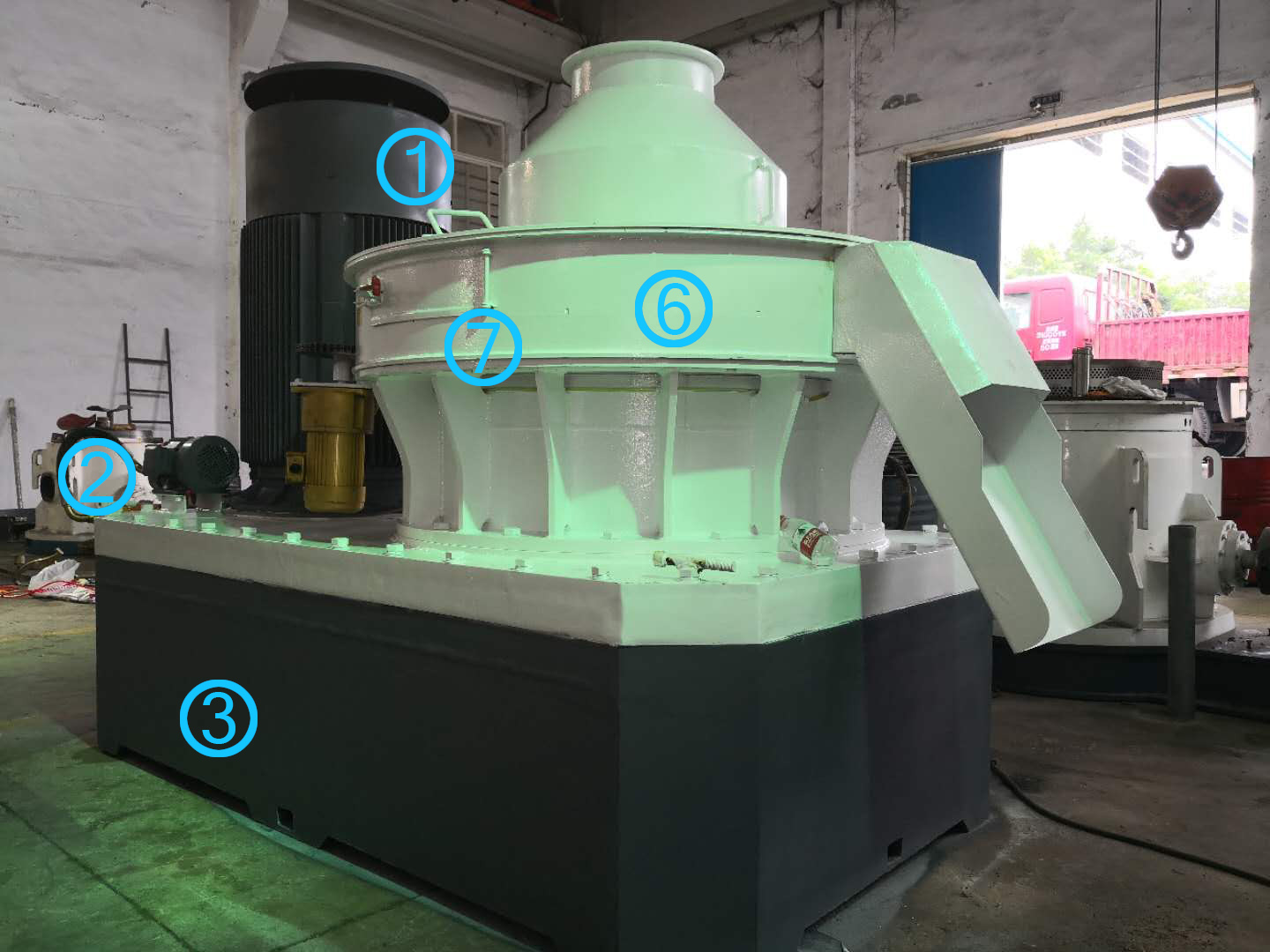

6. No Bearing inside the roller shell(but underneath)

7. Two Layers of ring die will extend service time a lot, circled groove will prevent the dust leaking effectively.
4. Brand of eletric motor is famous and the speed of the electric motor is 4P/6P
5. Heat Exchange plate is installed to cooling down the oil to make sure temperature is lower than 60 ℃

8. Oil Filter to clear up the oil all the time to extend the service time for all the bearing inside.
Note:
1. We did the heat treatment for roller shell is 24 hours instead of 2 or 3 hours. Hardness of surface is up to 61 HRC(same material, longer service time) with 3mm thickness of carbon.
2. All main components are machined by Germany CNC with best accurate
Application: 1. Moisture of raw material: 12%-25%(18% is Premium)
2. Max Size of particle is 10mm (less than 20%)
Specification
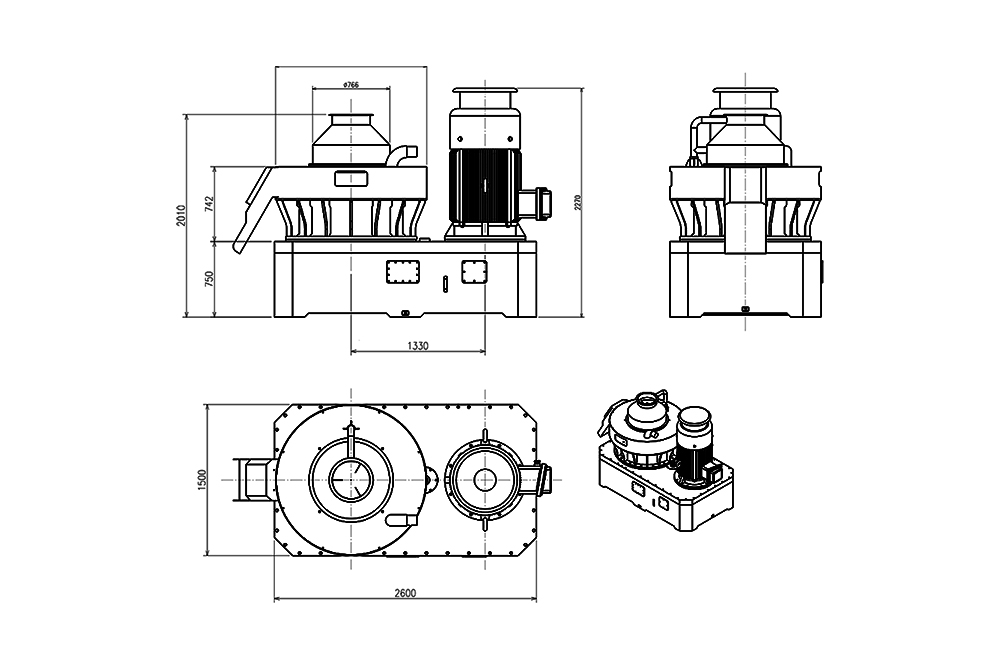
| Model OSK | OSK 55 | OSK220 | OSK280 | |
| Die | inside Diameter(mm) | 580 | 780 | 980 |
| Capacity (T/H) | 0.8-1 | 3-4 | 5-6 | |
| Roller | Quantity | 3 | 3 | 3 |
| main motor | power (kw) | 55 | 220 | 280 |
| Feeder | motor (kw) | 1.5 | 2.2 | 3 |
| speed (rpm) | 500 | 500 | 500 | |
| outline dimension | mm | 2800x1200x1650 | 3200x1600x1800 | 3600x2000x1900 |
| Weight | N.W | 4500kgs | 13200kgs | 16800kgs |
220T Outline Dimension
More from Our Portfolio

2009
We also use the horizontal ring die pellet press (right now many companies from germany/usa/china still use this type)

2011
Firsty try to solve the problem of bearing inside roller.
2012
We invest the X type of opposite press to solve the problem of bearing insider roller.

2015
Horizontal ring die with no bearing inside roller.

2016
We invent new generation of pellet press
a.Moisture of saw dust is not stable
b.The adjustment of gap between roller shell and die is not even
c.The compression ratio of die is not correct
a.Moisture of saw dust is not stable
b.Abnormal material is feeded into the pellet mill
a.Cost of high temperature grease is high
b.Cost of bearing is high
c.Too many times of shut-down every day
d.Cost of raw material is always stable, some from furniture,some from forest.
a.Compression ratio is not big enough
b.Particle of saw dust is not uniform
c.Hole inside the ring die is not designed well
a.If wood log is used, whether the debarker is used ?
b.Moisture of saw dust is too low or too high
c.Pellet cooler is not working well.
d.Seive after pellet mill is not big enough.
a.If wood log is used, whether the debarker is used ?
b.Moisture of saw dust is too low or too high
c.Pellet cooler is not working well.
d.Seive after pellet mill is not big enough.
a.Feeding of material is not fast enough
b.Feeding chamber inside pellet mill is not big enough
c.Moisture of saw dust is inproper
d.Compression ratio of die is not correct
e.Die and roller shell is wearing out
a.If pellets has vertical shrinking, that is too wet
b.If pellets has horizontal shrinking, that is too dry.
When the pellets are spreaded on the belt conveyor, if continous, all rollers work well, if not, some of the roller is not working.
10-15 minutes
6 Months
3 YEARS , Yes this number is correct.
a.Ring die, two layers design with 24 hours heat treatment so quality is assured, and our ring die never attacked by roller shell so the service time is longer
b.Roller shell, NO BEARING INSIDE, so the wall of roller shell can be thicker, and we can do heat treament by 24 hours and keep carbon layer up to 3mm
a.We can send engineers to your factory to teach your workers to operate and do the maintenace of pellet mill
b.You can send your engineers/workers to learn everything in our workshop
Yes, with specially design, our pellet mill is good choice for RPF and RDF
Yes, with specially change for our pellet mill, it works
Yes, good choice because the feeding chamber is bigger and capacity is much bigger than others.
Products categories




WHY CHOOSE US
Since its establishment, our factory has been developing first world class products with adhering the principle
of quality first. Our products have gained excellent reputation in the industry and valuabletrusty among new and old customers..