The Flooring Expert

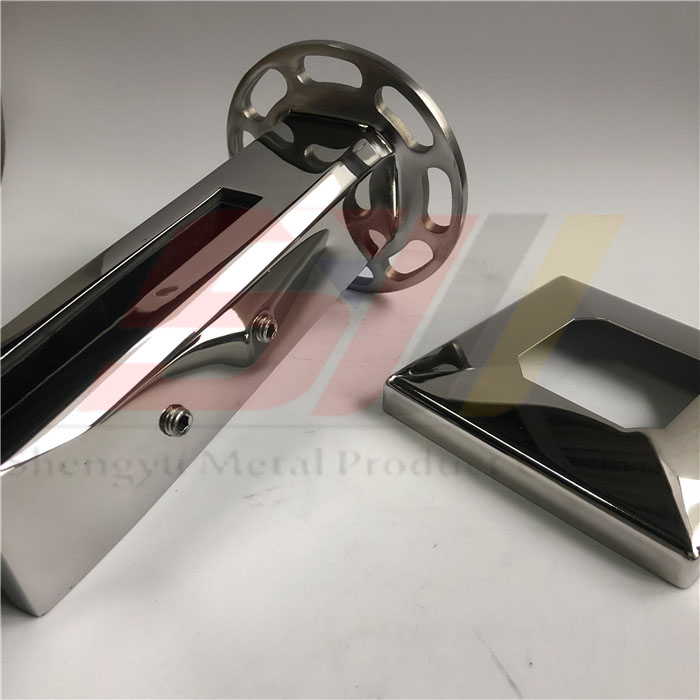

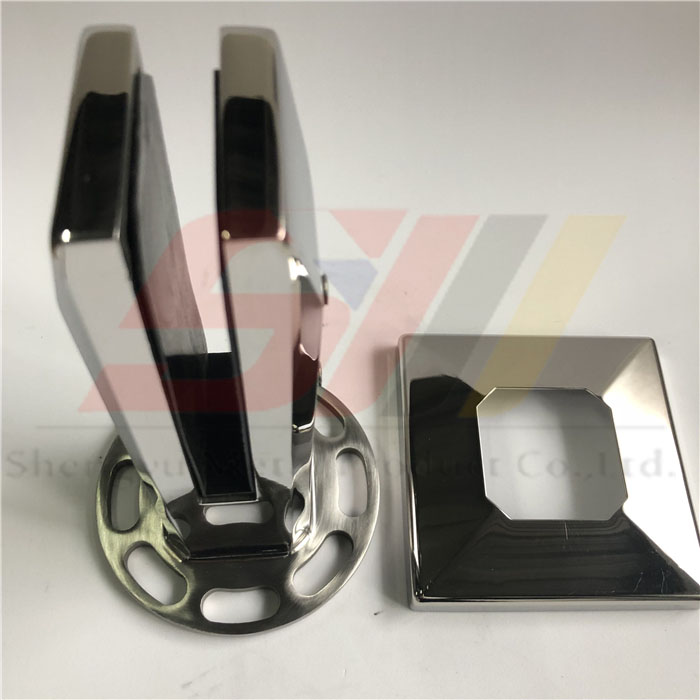
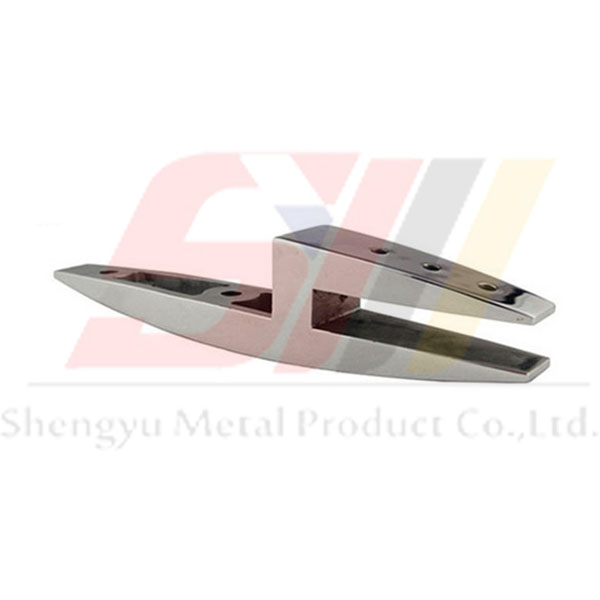
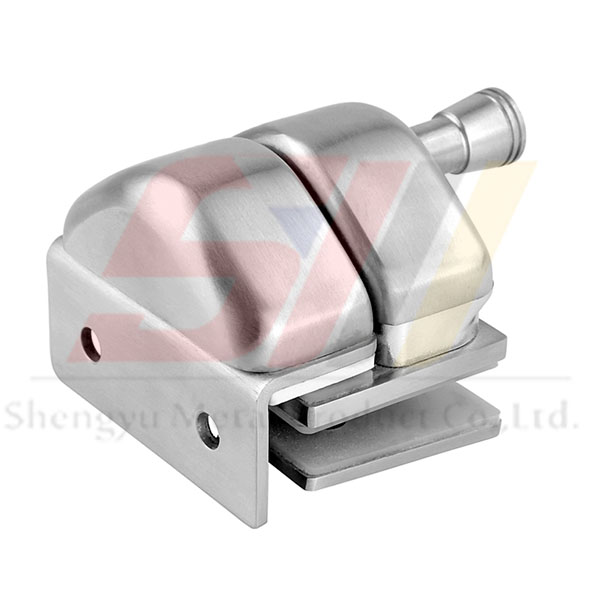
Square Spigot with Round Base
| Item No. | Weight | Size |
| SY001-14 | 1.3kgs | 220*50*50mm |
Water glass casting is one of the most common investment casting processes in China, but is seldom in other countries. In Chinese investment casting foundries, about 80% foundries focus its business in water glass casting, while the rest are silica sol casting factories. So what is water glass casting?
Water glass casting, one kind of lost wax investment casting process, uses water glass as the binder for the shell. The origin of water glass casting is in Russia. Process of water glass casting is what we described in investment casting process, with this method, it is suitable for steel castings, especially for carbon steel and alloy steel castings. It allows to produce steel castings ranging from 0.5kg-60kg.
Wax Injection
For each casting to be made, melted wax is injected into a mold to produce a wax pattern of the casting. The wax molds are constructed of Aluminum and sized to account for shrinkage in the wax and metal that are being used. Wax tooling ranges from simple two piece dies, to multi-cavity automated dies and complex dies featuring water soluble or ceramic cores.
Wax Assembly
Once the wax patterns have cooled and settled to a stable size and shape, they are mounted onto a sprue or tree. The sprue, also made of wax, contains all of the necessary gates, runners and supports to adequately feed the part during the casting process.
Shell Building
The wax sprue is now “invested” in ceramics to create the mold for the metal to be poured into. The ceramic consists of two parts, a liquid slurry covered with a dry sand. Each sprue is covered in multiple layers of slurry and sand until the ceramic shell is thick enough to hold up during the casting process. The shell building process usually takes 24 hours, with anywhere from 2 days to almost 2 weeks for the shells to fully dry.
Dewax
Once the shell has fully dried, the wax is melted out using an autoclave to counteract the expansion of the wax. The shells are then fired to remove any remaining wax residue and cure the ceramic shell. Once the shells have been fired, they are now ready for the casting process.
Casting
The processed shells are placed back in the oven to be pre-heated prior to casting. Once the shells are at the proper temperature and the molten metal has been prepared and qualified, the shells are removed from the oven and the metal is poured into the shells.
Finishing
The shell is hammered, media blasted, vibrated, waterjeted, or chemically dissolved (sometimes with liquid nitrogen) to release the casting. The sprue is cut off and recycled. The casting may then be cleaned up to remove signs of the casting process, usually by grinding.




WHY CHOOSE US
Since its establishment, our factory has been developing first world class products with adhering the principle
of quality first. Our products have gained excellent reputation in the industry and valuabletrusty among new and old customers..