The Flooring Expert






Stamping process
Stamping (also known as pressing) is the process of placing flat sheet metal in either blank or coil form into a stamping press where a tool and die surface forms the metal into a net shape. Stamping includes a variety of sheet-metal forming manufacturing processes, such as punching using a machine press or stamping press, blanking, embossing, bending, flanging, and coining. This could be a single stage operation where every stroke of the press produces the desired form on the sheet metal part, or could occur through a series of stages. The process is usually carried out on sheet metal, but can also be used on other materials, such as polystyrene. Progressive dies are commonly fed from a coil of steel, coil reel for unwinding of coil to a straightener to level the coil and then into a feeder which advances the material into the press and die at a predetermined feed length. Depending on part complexity, the number of stations in the die can be determined.
Stamping is usually done on cold metal sheet. See Forging for hot metal forming operations.
Stainless steel: SS304, SS304L, SS316, SS316L, SS303, SS630
Carbon steel: 35CrMo, 42CrMo, ST-52, Ck45, alloy steel; ST-37,S235JR,C20,C45, 1213, 12L14 carbon steel;
Brass alloy: C36000, C27400, C37000, CuZn36Pb3, CuZn39Pb1, CuZn39Pb2
Aluminum alloy: AlCu4Mg1, AlMg0.7Si, AlMg1SiCu, EN AW-2024, EN AW-6061, EN AW-6063A.
1. Bending - the material is deformed or bent along a straight line.
2. Flanging – the material is bent along a curved line.
3. Embossing - the material is stretched into a shallow depression. Used primarily for adding decorative patterns.
4. Blanking - a piece is cut out of a sheet of the material, usually to make a blank for further processing.
5. Coining - a pattern is compressed or squeezed into the material. Traditionally used to make coins.
6. Drawing - the surface area of a blank is stretched into an alternate shape via controlled material flow.
7. Stretching – the surface area of a blank is increased by tension, with no inward movement of the blank edge. Often used to make smooth auto body parts.
8. Ironing - the material is squeezed and reduced in thickness along a vertical wall. Used for beverage cans and ammunition cartridge cases.
9. Reducing/Necking – used to gradually reduce the diameter of the open end of a vessel or tube.
10. Curling – deforming material into a tubular profile. Door hinges are a common example.
11. Hemming - folding an edge over onto itself to add thickness. The edges of automobile doors are usually hemmed.
Piercing and cutting can also be performed in stamping presses. Progressive stamping is a combination of the above methods done with a set of dies in a row through which a strip of the material passes one step at a time.

Blackening stamped parts

Stamping process

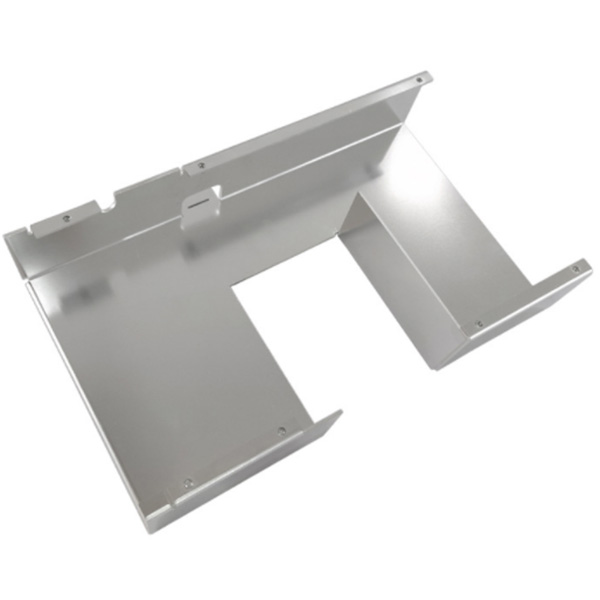
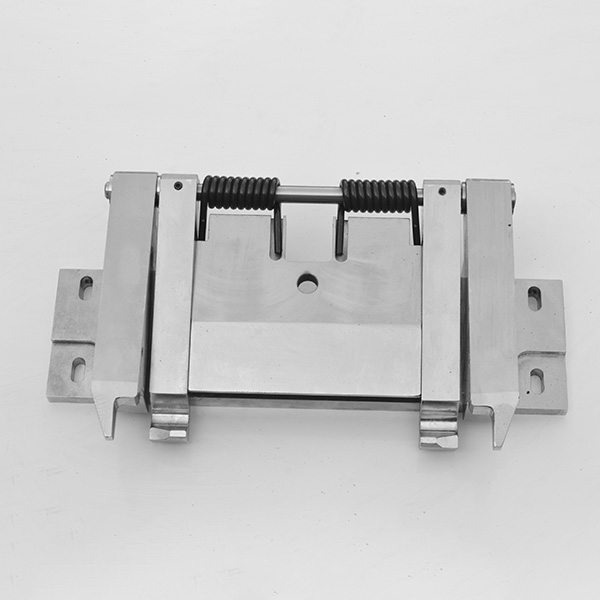
Steel cold stamping parts
Products categories

WHY CHOOSE US
Since its establishment, our factory has been developing first world class products with adhering the principle
of quality first. Our products have gained excellent reputation in the industry and valuabletrusty among new and old customers..