The Flooring Expert

Titanium Alloy Forgings
Titanium and Titanium Alloy Forgings
Titanium and titanium alloys have the advantages of low density, high specific strength and good corrosion resistance, and are widely used in various fields.
Titanium forging is a forming method that applies external force to titanium metal blanks (Excluding plates) to produce plastic deformation, change size, shape, and improve performance. It is used to manufacture mechanical parts, workpieces, tools or blanks. In addition, according to the movement pattern of the slider and the vertical and horizontal movement patterns of the slider (For forging of slender parts, lubrication and cooling, and forging of high-speed production parts), other directions of movement can be increased by using a compensation device.
The above methods are different, and the required forging force, process, material utilization rate, output, dimensional tolerance, and lubrication and cooling methods are also different. These factors are also factors that affect the level of automation.
Forging is a process of using the plasticity of metal to obtain a plastic forming process with a certain shape and structural properties of the blank under the impact or pressure of the tool. The superiority of forging production is that it can not only obtain the shape of mechanical parts, but also improve the internal structure of the material and improve the mechanical properties of mechanical parts.
1. Free Forging
Free forging is generally carried out between two flat dies or molds without a cavity. The tools used in free forging are simple in shape, flexible, short in manufacturing cycle and low in cost. However, the labor intensity is high, the operation is difficult, the productivity is low, the quality of the forgings is not high, and the machining allowance is large. Therefore, it is only suitable for use when there are no special requirements on the performance of the parts and the number of pieces is small.
2. Open Die Forging (Die Forging with Burrs)
The blank is deformed between two modules with cavities engraved, the forging is confined inside the cavity, and the excess metal flows out from the narrow gap between the two dies, forming burrs around the forging. Under the resistance of the mold and surrounding burrs, the metal is forced to be pressed into the shape of the mold cavity.
3. Closed Die Forging (Die Forging without Burrs)
During the closed die forging process, no transverse burrs perpendicular to the direction of die movement are formed. The cavity of the closed forging die has two functions: one is for forming the blank, and the other is for guiding.
4. Extrusion Die Forging
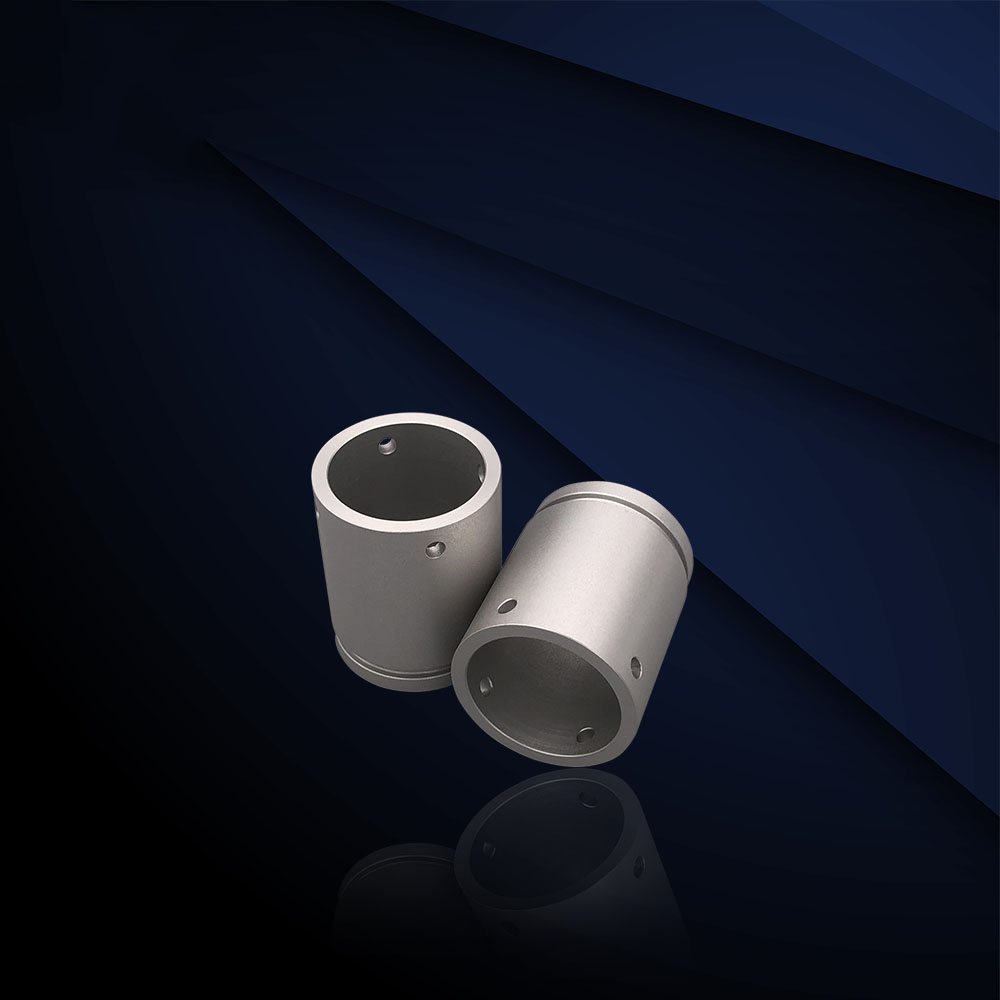
Using extrusion method for die forging, there are two types of forging, forward extrusion and reverse extrusion. Extrusion die forging can manufacture various hollow and solid parts, and can obtain forgings with high geometrical precision and denser internal structure.
5. Multi-Directional Die Forging
It is carried out on a multi-directional die forging machine. In addition to vertical punching and plug injection, the multi-directional die forging machine also has two horizontal plungers. Its ejector can also be used for punching. The pressure of the ejector is higher than that of the ordinary hydraulic press. To be big. In multi-directional die forging, the slider acts alternately and jointly on the workpiece from the vertical and horizontal directions, and one or more perforation punches are used to make the metal flow outward from the center of the cavity to achieve the purpose of filling the cavity. There is no burrs of special forgings on the parting line of barrel parts.
6. Divided Forging
In order to forge large integral forgings on the existing hydraulic pressure, segmental die forging methods such as segment die forging and shim plate die forging can be used. The feature of the partial die forging method is to process the forging piece by piece, processing one part at a time, so the required equipment tonnage can be very small. Generally speaking, this method can be used to process extra-large forgings on medium-sized hydraulic presses.
7. Isothermal Die Forging
Before forging, the mold is heated to the forging temperature of the blank, and the temperature of the mold and the blank remains the same throughout the forging process, so that a large amount of deformation can be obtained under the action of a small deformation force. Isothermal die forging and isothermal superplastic die forging are very similar, the difference is that before die forging, the blank needs to be superplasticized [i] to make it have equiaxed grains [ii].
Titanium alloy forging process is widely used in aviation and aerospace manufacturing (Isothermal Die Forging Process has been used in the production of engine parts and aircraft structural parts), and it is becoming more and more popular in industrial sectors such as automobiles, electric power, and ships.
At present, the use cost of titanium materials is relatively high, and many civilian fields have not fully realized the charm of titanium alloys. With the continuous advancement of science, the preparation of titanium and titanium alloy product technology will become simpler and the processing cost will be lower and lower, and the charm of titanium and titanium alloy products will be highlighted in a wider range of fields.
Using extrusion method for die forging, there are two types of forging, Forward Extrusion and Reverse Extrusion. Extrusion Die Forging can manufacture various hollow and solid parts, and can obtain forgings with high geometrical precision and denser internal structure.
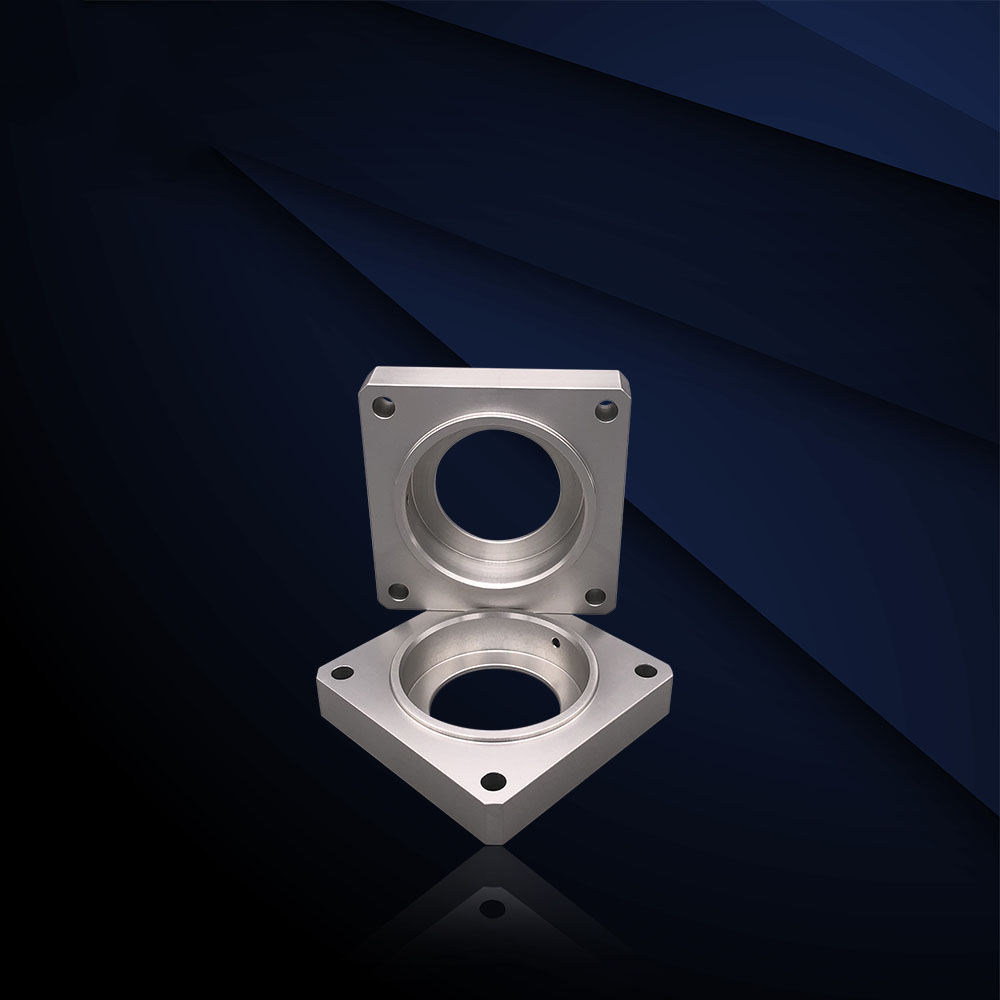
BMT is speciailized in producing premium titanium forging and titanium alloy forging featuring excellent mechanical capacity, tenacity, corrosion resistance, low density and high intensity. BMT titanium products’ standard productiono and detection procedure have overcome both the technological complexity and machining difficulty of titanium forging manufacturing.
The high quality precision titanium forging production is based on out professional process design and gradually progressive method. BMT titanium forging can be applied to the range from small skeleton supporting structure to large size titanium forging for aircrafts.
BMT titanium forgings are widely used in many industries, such as aerospace, offshore engineering, oil and gas, sports, food, automobile, etc. Our annual production capacity is up to 10,000 tons.
Size range:
Available Material Chemical Composition
Available Material Chemical Composition
Inspection test:
- Chemical Composition Analysis
- Mechanical Property Test
- Tensile Testing
- Flaring Test
- Flattening Test
- Bending Test
- Hydro-Static Test
- Pneumatic Test (Air pressure test under water)
- NDT Test
- Eddy-Current Test
- Ultrasonic Test
- LDP Test
- Ferroxyl Test
Productivity (Max and Min amount of Order): Unlimited, according to order.
Lead Time: The general lead time is 30 days. However, it depends on the amount of the order accrdingly.
Transportation: The general way of transportation is by Sea, by Air, by Express, by Train, which shall be selected by customers.
Packing:
- Pipe ends to be protected with plastic or cardboard caps.
- All fittings to be packed to protect ends and facing.
- All other goods will be packed by foam pads and related plastic packing and plywood cases.
- Any wood used for packing must be suitable to prevent contamination by contact with handling equipment.


WHY CHOOSE US
Since its establishment, our factory has been developing first world class products with adhering the principle
of quality first. Our products have gained excellent reputation in the industry and valuabletrusty among new and old customers..